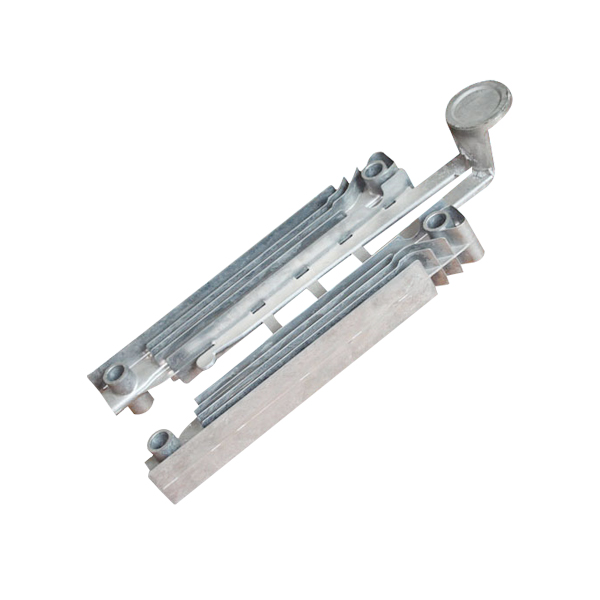
सभी प्रकार के ODM एल्यूमीनियम कास्टिंग पार्ट्स A380 ADC12
समायोज्य आईपैड स्टैंड, टैबलेट स्टैंड धारक。
कृपया हमारे अन्य उत्पाद देखें, वे सभी अनुकूलित हिस्से हैं, हम डाई बनाते हैं और ग्राहकों के लिए उत्पाद बनाते हैं। सभी डाई-कास्टिंग पार्ट्स ग्राहक की आवश्यकता के अनुसार OEM के साथ हमारे द्वारा बनाए जा सकते हैं।
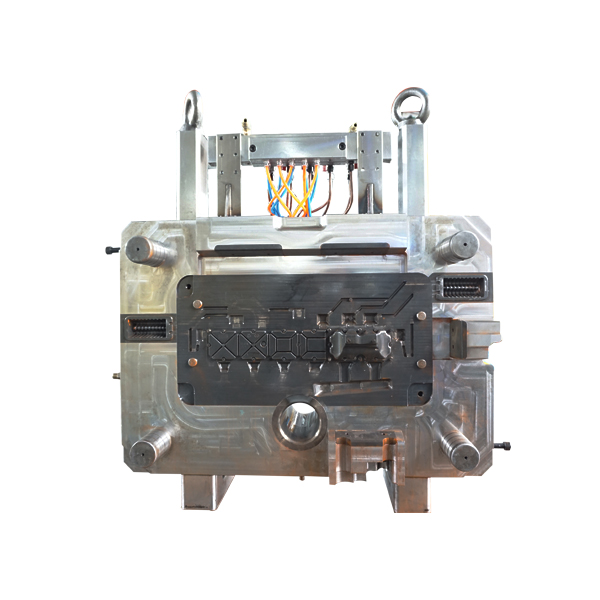
FANGCHEN के पास एक पेशेवर और वरिष्ठ मोल्ड इंजीनियरिंग टीम है, जो उत्पादों की गुणवत्ता और मोल्ड जीवन की गारंटी के लिए ग्राहकों को उनकी आवश्यकताओं के आधार पर इष्टतम मोल्ड समाधान प्रदान करती है। हम मेगामा फ्लो सिस्टम से डाई बनाते हैं। और बिना किसी समस्या के सिमुलेशन परिणाम प्राप्त होने के बाद हम डाई डिज़ाइन के लिए जाते हैं।
हम अपनी 200T-1250T मशीन का उपयोग करके डाई-कास्टिंग करते हैं। हम 1.0 मिमी जैसी पतली दीवार की मोटाई वाले भागों का बड़े पैमाने पर उत्पादन कर सकते हैं। हमने मोटी दीवार वाले डाई कास्टिंग भागों में आंतरिक सरंध्रता और वायु जकड़न नियंत्रण पर समृद्ध अनुभव अर्जित किया है।
हम ADC12, A380 और A360 सामान्य सामग्रियों का उपयोग करते हैं। अन्य सामग्रियों को भी ग्राहक की आवश्यकताओं के आधार पर अनुकूलित किया जा सकता है। हमारे पास शंघाई और जियांग्सू प्रांत में स्थिर सामग्री आपूर्तिकर्ता हैं। हर बार जब सामग्री हमारे कारखाने में आएगी तो हम भौतिक तत्वों का निरीक्षण करेंगे और भविष्य के निशान के लिए रिकॉर्ड छोड़ देंगे।
ग्राहकों के लिए पुर्जे बनाने का हमारा कदम इस प्रकार है:
1-अनुकूलित ड्राइंग की पुष्टि प्राप्त करें
2-डाई का डिज़ाइन प्रारंभ करें
3-इस बीच सतह के उपचार पर डाई का विश्लेषण करें
4-डाई रेडी मेक ट्रेल के बाद
5-नमूने प्राप्त करें और अनुकूलित ड्राइंग का पालन करके सीएमएम निरीक्षण करें
6-सीएमएम रिपोर्ट को "हरी झंडी" दिए जाने के बाद, नमूनों को ग्राहक की ओर से जांच के लिए भेजें
7-ग्राहक द्वारा अंतिम भागों की पुष्टि करने के बाद, हम पहले ऑर्डर के लिए 100-1000 का ट्रेल उत्पादन करेंगे
8-ग्राहक द्वारा ट्रेल उत्पादन की पुष्टि करने के बाद, हम भविष्य के उत्पादन के लिए ग्राहक के आदेश का पालन करेंगे
फैंगचेन कार्यकर्ता सख्ती से कदमों का पालन करते हैं, हर कदम पर निशान लगाया जा सकता है यदि उत्पादों पर कोई समस्या पाई जाती है तो हम समस्या का पता लगा सकते हैं और कम समय में समस्या का समाधान कर सकते हैं। और आपसे वादा करता हूं कि आपको उन कास्टिंग के लिए सर्वोत्तम समाधान देगा जो आप सभी प्रकार के क्षेत्रों में बनाना चाहते हैं।
कास्टिंग के घटक क्या हैं?
इस प्रक्रिया के छह चरण हैं:
साँचा बनाने के लिए पैटर्न को रेत में रखें।
डिज़ाइन और रेत को डालने की प्रणाली में शामिल किया गया है।
पैटर्न हटाएँ.
गुहा को पिघली हुई धातु से भरें।
धातु को ठंडा होने दें.
रेत के सांचे को तोड़ें और ढलाई हटा दें।


एल्युमीनियम की ढलाई के लिए एक विशिष्ट विधि पिघले हुए एल्युमीनियम को स्टील के सांचे में डालना है जिसे यह सुनिश्चित करने के लिए सटीक रूप से संसाधित किया गया है कि ढले हुए टुकड़े की सतह असाधारण रूप से चिकनी और परिष्कृत होगी। यह विशेष प्रक्रिया एल्यूमीनियम कास्टिंग का उत्पादन करने के लिए उपयोग की जाने वाली कई विधियों में से एक है, जिनमें से प्रत्येक का उपयोग विशिष्ट प्रकार के भागों के निर्माण के लिए किया जाता है।
कास्टिंग प्रक्रियाओं में भिन्नता मोल्ड के प्रकार की होती है, जो स्थायी रूप से स्टील से या अस्थायी रूप से गैर-धातु सामग्री से बना हो सकता है। प्रत्येक प्रकार की कास्टिंग के अपने फायदे हैं और वे अपनी विश्वसनीयता और उत्पाद की गुणवत्ता पर निर्भर हैं।
एल्यूमीनियम कास्टिंग प्रक्रिया पर चर्चा करने के लिए, प्रत्येक अलग-अलग तरीकों की जांच करना और उनका उपयोग कैसे किया जाता है, इसकी जांच करना आवश्यक है क्योंकि केवल एक ही प्रक्रिया नहीं है। हालाँकि ऐसे निर्माता हैं जो एक या कई तरीकों में विशेषज्ञ हैं, कई निर्माता ग्राहकों को यह विकल्प देते हैं कि वे कौन सी प्रक्रिया पसंद करेंगे।
एल्युमीनियम कास्टिंग प्रक्रिया
स्थायी साँचे की ढलाई
एल्यूमीनियम स्थायी मोल्ड कास्टिंग का अधिकांश खर्च मोल्ड की मशीनिंग और आकार देने में होता है, जो आम तौर पर ग्रे आयरन या स्टील से बना होता है। साँचे को डिज़ाइन किए गए हिस्से के ज्यामितीय आकार में आकार दिया गया है और हिस्से की विशिष्टताओं और आकार को दो हिस्सों में विभाजित किया गया है। इंजेक्शन प्रक्रिया में, मोल्ड के आधे हिस्से को कसकर सील कर दिया जाता है ताकि कोई हवा या दूषित पदार्थ मौजूद न रहे। पिघला हुआ एल्युमीनियम डालने से पहले सांचे को गर्म किया जाता है, जिसे करछुल से डाला जा सकता है या इंजेक्ट किया जा सकता है।
प्रक्रिया के पूरा होने पर, एल्यूमीनियम भाग को जमने देने के लिए मोल्ड को ठंडा होने दिया जाता है। एक बार ठंडा होने पर, दोषों के गठन को रोकने के लिए भाग को तेजी से मोल्ड से हटा दिया जाता है।